Traitement en usine de moulage par injection
1) Si la pression de traitement est trop élevée, la vitesse est trop rapide, plus le matériau est chargé et le temps d'injection et de maintien de la pression est trop long, l'usine de moulage par injection provoquera des contraintes internes excessives et des fissures.
2) Ajustez la vitesse et la pression d'ouverture du moule pour éviter que la force d'aspiration rapide des pièces ne provoque un démoulage et des fissures.
3) Augmentez de manière appropriée la température du moule pour rendre la pièce facile à démouler, et l'usine de moulage par injection abaisse de manière appropriée la température du matériau pour éviter la décomposition.
4) Empêcher les fissures dues à la ligne de soudure et à la dégradation du plastique causées par une résistance mécanique inférieure.
5) Utilisation appropriée de l'agent de démoulage, l'usine de moulage par injection veille à éliminer souvent les aérosols et autres substances fixées à la surface du moule.
6) La contrainte résiduelle de la pièce peut être éliminée par un traitement thermique de recuit immédiatement après le formage pour réduire la génération de fissures.
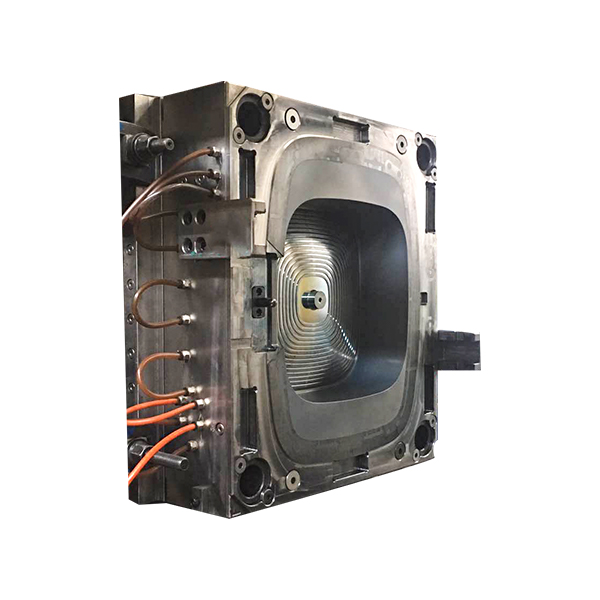
Moule d'usine de moulage par injection
1) L'éjection doit être équilibrée, par exemple le nombre de broches d'éjection et la section transversale doivent être suffisants, la pente de démoulage doit être suffisante et la surface de la cavité doit être suffisamment lisse pour éviter les fissures dues à la concentration de contraintes résiduelles. dans l'éjection provoquée par une force extérieure.
2) La structure de la pièce ne doit pas être trop fine et la partie de transition doit utiliser autant que possible une transition en arc pour éviter la concentration de contraintes causée par des angles vifs et des chanfreins.
3) Minimiser l'utilisation d'inserts métalliques pour éviter que les contraintes internes n'augmentent en raison des différents taux de retrait des inserts et des pièces.
4) Des canaux d'entrée d'air de démoulage appropriés doivent être définis pour les parties inférieures profondes afin d'éviter la formation d'une pression négative sous vide.
5) La carotte est suffisante pour permettre au matériau de la porte d'être démoulé lorsqu'il a le temps de durcir, de sorte qu'il soit facile à démouler.
6) Le joint de la douille d'injection et de la buse doit empêcher la traînée du matériau réfrigéré et faire adhérer la pièce à la matrice fixe.
Matériaux d'usine de moulage par injection
1) La teneur en matériaux recyclés est trop élevée, ce qui entraîne une faible résistance des pièces.
2) L'humidité est trop élevée, ce qui provoque une réaction chimique de certains plastiques avec la vapeur d'eau, réduisant ainsi leur résistance et provoquant des éjections et des fissures.
3) Le matériau lui-même n'est pas adapté à l'environnement à traiter ou la qualité n'est pas bonne et la pollution provoquera des fissures.
Différents moules à injection dans les usines de moulage par injection ont des exigences différentes. Pour résumer, les exigences de performance des moules en plastique pour l'acier pour moules se reflètent principalement dans : la dureté, le polissage, les performances de gravure, les performances de soudage, la résistance à l'usure, la ténacité, la stabilité dimensionnelle, les performances de résistance à la corrosion, etc.
Moule purificateur d’air
1. Le processus de formation du produit, la structure du moule et le processus de fabrication sont analysés. Pour garantir une durée de vie du moule jusqu'à plus d'un million de fois.
2. La structure complète du moule et les pièces de traitement doivent être conçues, et les exigences d'assemblage et les exigences du processus de moulage par injection doivent être proposées.
3. Provoque des défauts d'apparence des pièces en plastique (tels que le retrait, etc.) ou des problèmes de structure du moule (tels que le réglage de la surface de joint, le réglage de la porte, la durée de vie du moule ne peut être garantie, etc.). L'apparence du moule doit être garantie comme étant exempte de rouille, de bosses, d'invalidité et d'autres défauts du module.
 Anglais
Anglais espagnol
espagnol



.jpg "Moule pour panier de rangement quotidien (grand)")
.jpg "Moule pour panier de rangement (petit)")





