 Anglais
Anglais espagnol
espagnol La qualité du moule est directement liée à la qualité, à l'efficacité de la production et au coût du produit. Je pense que tout le monde n’y verra aucune objection. La qualité du moule doit être trouvée et résolue grâce au test de moule, le processus de test de moule est donc très important pour les entreprises de moulage par injection.
1. Test de marche à sec du moule - vérifiez l'action du moule
A. Inspection de l'ouverture et de la fermeture du moule sous basse pression du moule
1. Le moule est ouvert et fermé trois fois rapidement, moyennement et lentement, qu'il y ait un bruit anormal ou un phénomène de blocage pendant le processus d'ouverture et de fermeture ;
2. L'action d'ouverture et de fermeture du moule est fluide, avec ou sans interférence.
B. Inspection du système d'éjection du moule (sous basse pression)
1. L'action d'éjection est divisée en éjection rapide, moyenne et lente 3 fois, et vérifiez s'il y a un phénomène anormal ;
2. Une fois la goupille d'éjection de l'avion éjectée, sera-t-elle desserrée ou coincée ?
3. Que le dé à coudre biseauté ou le cylindre soit installé avec une goupille de positionnement pour empêcher le desserrage ou la rotation.
4. Système d'éjection (s'il y a un bruit anormal et des tremblements lorsque la broche d'éjection ou le bloc d'éjection est éjecté.
C. Inspection de la réinitialisation du moule
1. Le moule est réinitialisé 3 fois à des vitesses rapide, moyenne et lente pour voir s'il peut être réinitialisé. Après la réinitialisation, la face d'extrémité de la goupille d'éjection oblique n'est pas supérieure à 0,1 mm du moule ou au ras du noyau du moule ;
2. Si la goupille d'éjection interfère avec l'action de la position de la rangée lorsque l'éjecteur est éjecté et si le curseur revient à la position d'origine ;
3. Le moule est équipé d'un dispositif de réinitialisation du dé à coudre.
Deuxièmement, testez l'équilibre de la cavité dans la colle
1. Collectez continuellement des fonds pour jouer à 5 moules et pesez leur poids ;
2. Enregistrez le poids d'une seule pièce de chaque produit dans chaque moule ;
3. Réduisez le volume d'injection et remplissez 20 %, 50 % et 90 % des échantillons dans 3 moules ;
4. Peser et enregistrer le poids de chacun des produits ci-dessus ;
5. Si la différence entre le poids maximum et le poids minimum du produit est inférieure à 2 %, cela est acceptable. S'il s'agit d'un moule à cavité unique, le test de balance d'injection est également requis.
3. Comment déterminer le temps de refroidissement optimal
1. Lorsque le moulage par injection les conditions de processus sont appropriées, une fois le produit plein, estimez le temps de refroidissement, sélectionnez un temps de refroidissement plus long, refroidissez complètement le produit, fabriquez 3 moules et mesurez sa taille ;
2. La taille du produit injecté à chaque temps de refroidissement doit être mesurée une fois la pièce en plastique complètement refroidie pendant environ 15 minutes ;
3. La base pour déterminer le temps de refroidissement optimal, en tenant compte de la stabilité dimensionnelle du produit.
Moule de pare-chocs de voiture
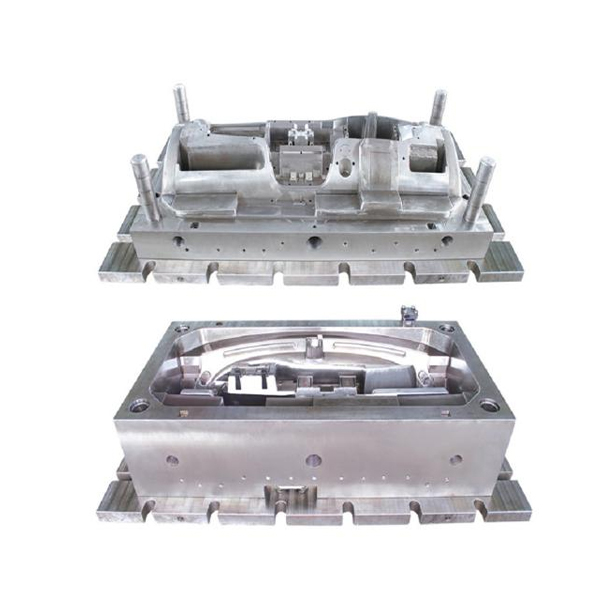
1. Le moule de pare-chocs automobile adopte la structure de la ligne de séparation interne.
2. La forme du moule ne présente ni bavures ni marques de soudure.




.jpg "Moule pour panier de rangement quotidien (grand)")
.jpg "Moule pour panier de rangement (petit)")





